

咨询电话
13924666952
400-158-1606

注塑机械手控制系统型号为EC-S3/S5多轴机械手系统,功能设定——堆叠。使用机械手的产品堆叠功能可以以某种排列方式将成品整齐排列在输送带或装货箱上,系统能满足设置7组堆叠,前6组为规则堆叠,第七组为自由堆叠。
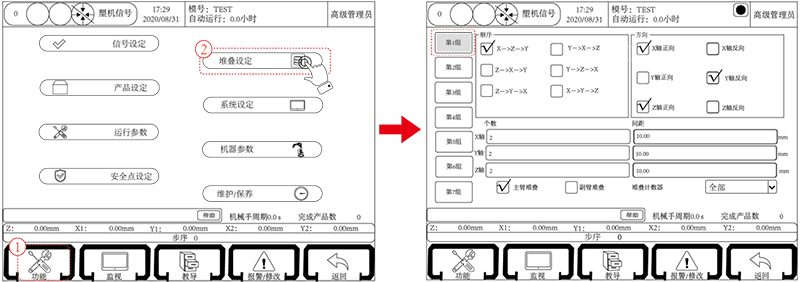
规则堆叠:
点击将要使用的堆叠程序组(如第1组),在顺序栏选择产品要堆叠的顺序,设定好产品的堆叠顺序、方向、个数和间距。
个 数:某个轴方向将要堆叠的产品的数目。
间 距:某个轴方向上,相邻两个物品的距离。
顺 序:在几个轴方向上堆叠的先后顺序。4种堆叠顺序的定义相同,X-Z-Y:堆叠程序先排列产品在X轴,再排列Z轴,最后堆叠Y轴。以X-Z-Y顺序为例,其余不一一叙述。
正 向:即堆叠位置越来越大。反向:即堆叠位置越来越小。
副臂堆叠:
(1)程序默认为主臂堆叠,即只有主臂进行堆叠,副臂不堆叠。
(2)勾选副臂堆叠后,X1、Y1和X2、Y2同时堆叠,堆叠顺序、方向、个数和间距都分别相同。
堆叠计数器:本系统共设置9种堆叠计数的方式,对每组堆叠,有3种供选择,如堆叠1组,堆叠计数器可选择全部、良品和堆叠1组 ,若选另外的堆叠计数器,程序可能出现异常。
堆叠程序设定的举例:

设定值:使用第1组堆叠
顺序:(X-Z-Y)
方向:X正向、Z反向、Y反向
X 轴:间距50/3个产品;Z 轴:间距40/4个产品;Y 轴:间距30/2层
设定运行说明:依照此设定,机械手沿 X+轴方向间隔50mm排列(①②③)三个产品在右边第一列,再沿Z-轴方向移动40mm排列(④⑤⑥)三个产品在右边第二列,以此类推在排列完第12个产品后机械手沿Y-轴方向上升30mm,然后第一点位置开始重复排列第二层产品。由于是排列两层产品,故共能排放24个产品于货箱中。
自由堆叠:
既可以在该页面设置,也可以在手动-教导-主菜单-堆叠-第7组进行设置,自由堆叠又分为XYZ自由堆叠和XZ自由堆叠。
XYZ自由堆叠:
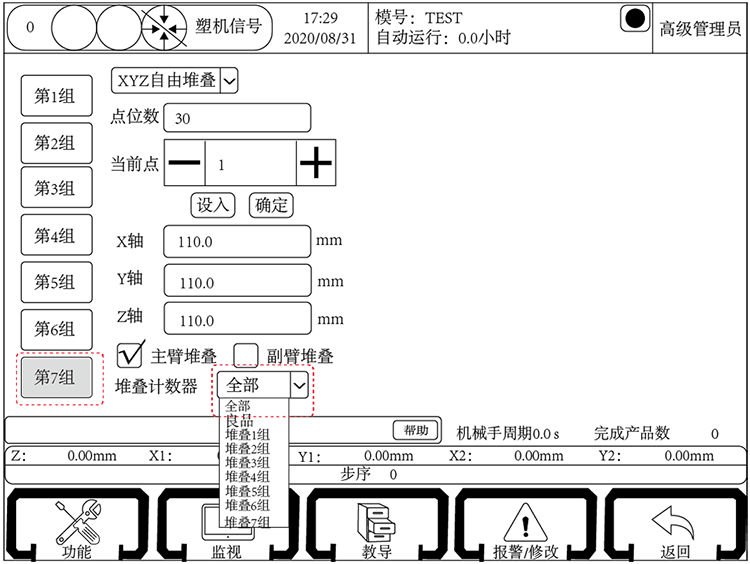
点位数:堆叠的总个数,范围(3-30个)。
X 轴:X轴堆叠位置
Y 轴:Y轴堆叠位置
Z 轴:Z轴堆叠位置
当前点位:第几个堆叠位置;如上图所示,若为1时,第一个堆叠点的位置(X,Y,Z)为(110mm,110mm,110mm)。
设入:点击设入后,将当前坐标设为第n个堆叠位置。
确定:修改堆叠位置后,需点击确定按钮,否则修改失败。
副臂堆叠:
(1)程序默认为主臂堆叠,即只有主臂进行堆叠,副臂不堆叠。
(2)勾选副臂堆叠后,X1、Y1和X2、Y2同时堆叠,堆叠个数和位置都分别相同。
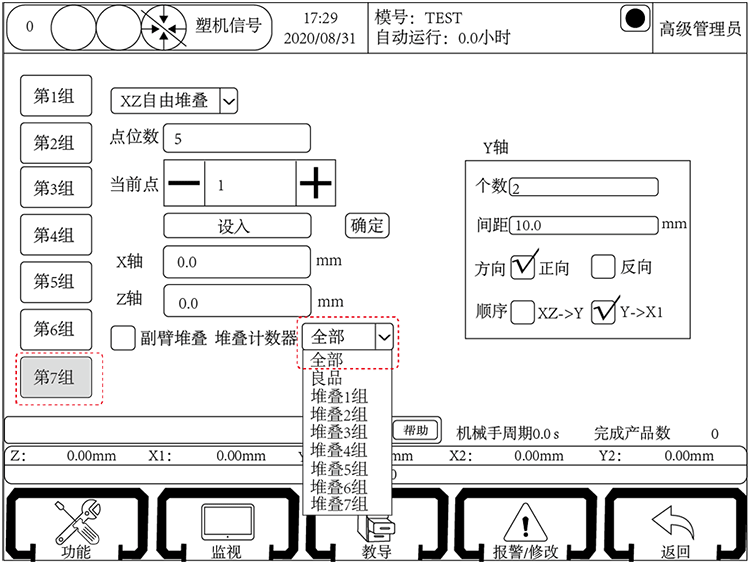
XZ自由堆叠:
XZ轴为自由堆叠,设置和自由堆叠相同;Y轴为规则堆叠,设置和规则堆叠相同。
进入教导模式,点击“堆叠”按钮即进入如下页面:堆叠设定和堆叠教导不分先后
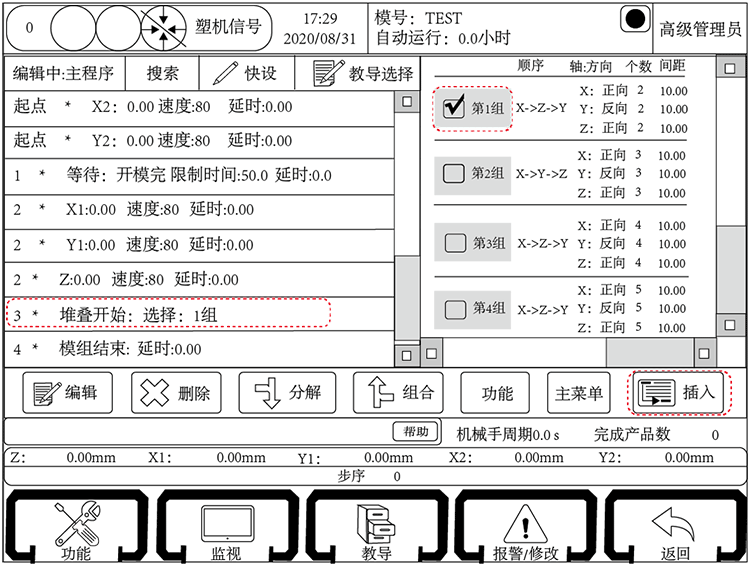
选中要插入的堆叠程序左边的方框,如选择第1组堆叠程序,再点击“插入”按钮将该组堆叠程序插入到要开始堆叠的程序步前,自动运行时,机械手即按照此堆叠程序堆叠排放产品。如果要使用Y轴进行堆叠时,务必将堆叠程序插入到Y轴下降动作的前一步。
每个自动程序可插入7组堆叠程序,可分别在7个不同的位置进行堆叠排放产品;使用堆叠7组堆叠时,堆叠7组的起点位置应全部为0。
重要:系统设计中选择Y轴作为堆叠之间的结束。堆叠程序必须插入在Y轴动作之前。如果有多个堆叠,必须在多个堆叠之间插入Y轴,以进行隔断。

