

咨询电话
13924666952
400-158-1606

注塑机械手控制系统,EC-S3/S5驱控一体系统,在安装过程中,I/O输入信号如何检测?
根据条件中的条件内容分类,可分为I/O信号类和系统设定类。在系统设定分类中,有两个条件的设定是要到停止状态下进行设置。以下为分类列表:
分类类型 | 具体情况 |
信号类 | 夹(1、2、3、4)、吸(1、2、3、4)、X023、X026、X037、X040、X043、X044、X045、X046、X047、不良品 |
系统设定类 | 间隔模数、试产(需要到停止状态-功能-产品设定页面进行设置)、取样(需要到停止状态-功能-产品设定页面进行设置) |
信号分类:顾名思义,通过信号的通断作为判断条件,相对系统设定分类来说更有灵活性。
系统设置分类:通过设定一定运行逻辑,按设定进行规律性运行。不是通过检测信号判断的,而是通过判断程序运行的逻辑进行判断。
案例:
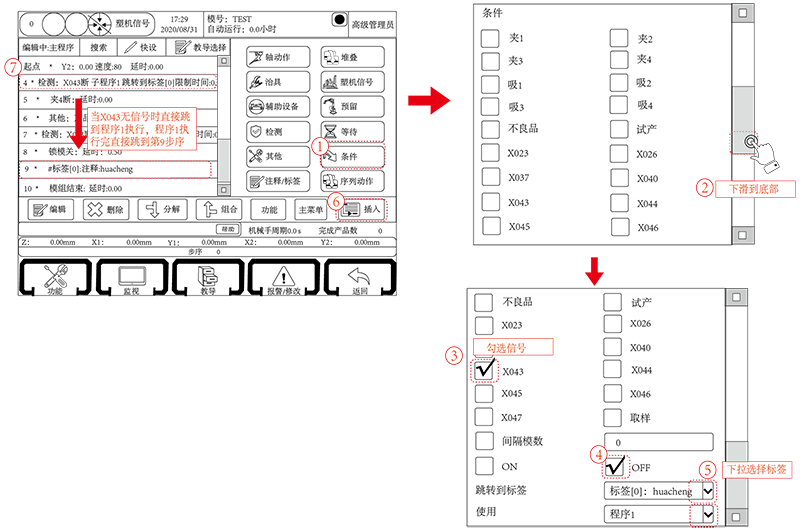
上图以信号的通断作为判断条件的案例,点击“条件”按钮可进入条件的教导页面,选择信号“X43”并勾选限制条件“OFF”作为判断条件,将条件插入主程序相应位置,当程序执行到该序号时,如果没有检测到信号就进入子程序执行该子程序内的动作,完成后再跳转回主程序的注释标签处,如果检测到有信号则继续执行主程序的动作而不会跳转。

