

咨询电话
13924666952
400-158-1606

注塑驱控一体机械手控制系统,型号(EC-S3、EC-S5)多轴机械手控制系统,伺服轴试运行操作详解,为使机械手能够正确的运行,第一次上电前需先确认各伺服轴是否能正常运行。请按以下步骤进行:
第一步、登入高级管理员权限。
第二步、打开伺服轴,将状态旋钮打至停止状态,点击功能,进入机械参数,打开结构页面,选择轴定义,将X1、X2、Y1、Y2、Z全都设为伺服轴,C轴设为气动轴,点击保存,保存成功后退出当前页面。
(注意:驱控三轴只需要将X1、Y1、Z轴设为伺服轴,C轴设为气动轴就行,其它试运行动作和驱控五轴的是一样的)
第三步、新建程序(详情请下载说明书了解),命名TEST,载入TEST程序,断电重启。
第四步、电机正反转测试。
电机正反转:在功能设定页面点击“机器参数”按钮可进入机器参数的设定页面,在该页面可以设定各轴的参数。进入页面后,直接进入X轴的参数设定,如下图:
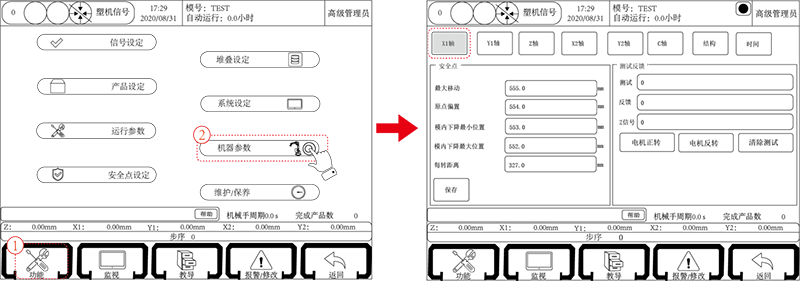
电机正反转测试判断方案:
点击“电机正转”,电机将会向正方向旋转一圈,同时,当前页面中的反馈为10000;点击“电机反转”,电机将会向反方向旋转一圈,同时,当前页面中的反馈为-10000。
“电机代码不一致”处理办法:
新装机器第一次接好电机动力线编码器线上电后,一般会报警电机代码不一致。这种情况下重启,就是默认选择电机里面存储的电机代码。对于使用绝对值模式的产品,装好编码器电池后,9号参数设为1再重启。
伺服参数调节步骤:
手动慢速运动各轴,如轴运动出现来回摆动,则同比例调大21和22号参数,如发现电机声音异响或轴高频振动,则同比例调小21和22号参数,一般可以按50%的幅度来调整.直到调节到轴只有轻微抖动或者无抖动。调节41号参数,消除轻微抖动,可以按照每次50的幅度增加,最大到250。如果调节到250还抖动,那么可选择把23由默认的4改为3。如果还有抖动,则调节42号参数,按照每次50的幅度增加。教导位置自动中速运行,查看是否抖动,不抖动则接着高速运行,否则根据步骤2继续调整参数,或者调整运动控制的加减速时间,把时间调长。
可选的优化步骤:
自动高速运行,查看伺服监视的位置偏差。通过调节28号参数来减小偏差,即提高伺服的跟随性能。28号参数最大为50,经验值为30,调节后如果产生抖动可以把23号参数减1查看伺服监视的扭矩,如果扭矩还没到7500以上,可以适当调大30号参数,默认100。可以按照20的幅度增加,保证电机运行不要异响。

