

咨询电话
13924666952
400-158-1606

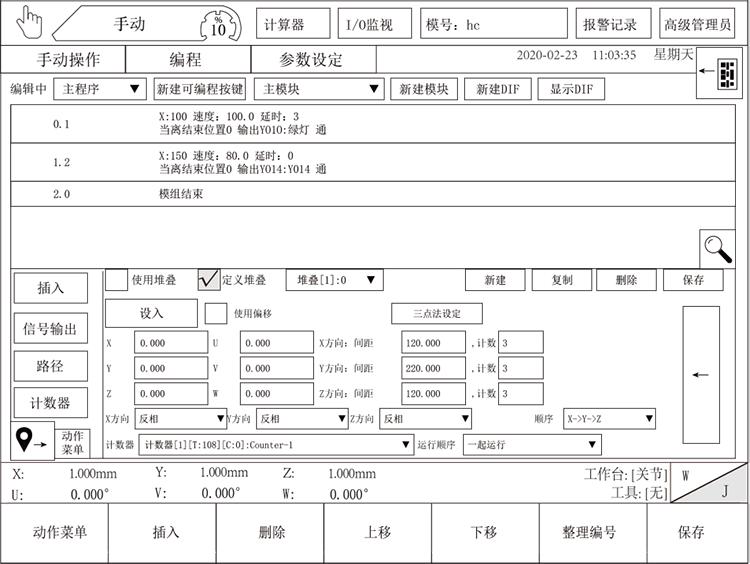
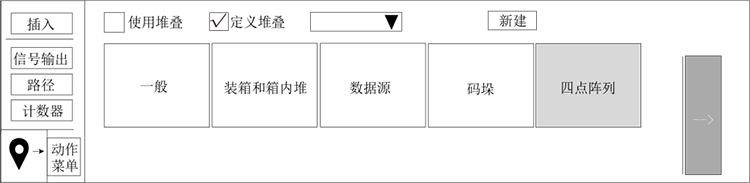
EtherCAT驱控一体总线机器人控制系统,型号(EC-R4、EC-R6、EC-R7、EC-R8),堆叠操作方法。点击图标“堆叠”按钮进入堆叠编辑页面,如下图所示:
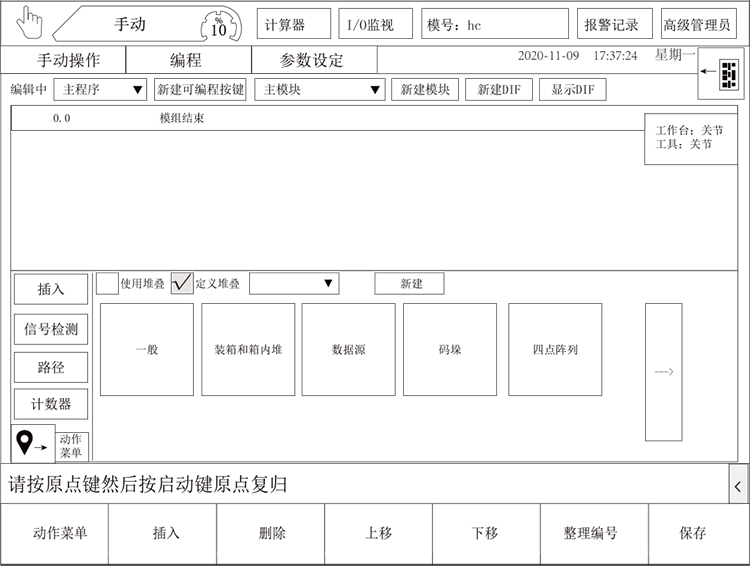
堆叠类型分类为:①、一般堆叠;②、装箱和箱内堆叠;③、数据源堆叠;④、码垛;⑤、四点阵列五类。
注意:码垛堆叠仅在选择码垛工艺时显示。
一般堆叠:
一般堆叠可分两类:①、矩形状,顾名思义可堆出方方正正的摆放物品;②、偏移堆,可堆成菱形的形状也可在一个斜面上堆(Z轴偏移)。
堆出矩形状的操作方法:
1、首先点击“新建”按钮新建堆叠名称或打开已建文件名。
2、点击“→”进入堆叠编辑界面。
3、设置起始点坐标及间距。
设置方式有两种:
①、使用三点法设入:三点法就是利用已经设入的三个点自动算出偏移量、间距。
第一步,在手动状态下点击“三点法设定”按钮进入如下图所示的编辑页面。
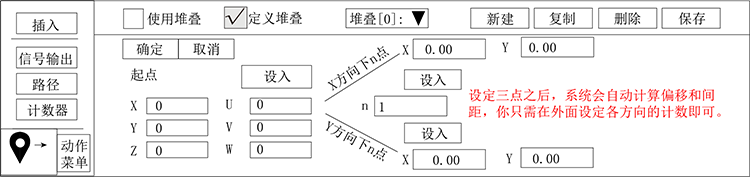
第二步,在手动状态下移动机械手到堆叠起始点位置然后点击“设入”按钮把当前坐标值是设入各轴的坐标编辑框。
第三步,移动机械手到X轴方向上的第n点然后点击“设入”按钮把坐标值设入到X,Y坐标编辑框中。接着移动机械手到Y轴方向上的第n点然后点击“设入”按钮把坐标值设入到X,Y坐标编辑框中。
第四步,在n值输入框中输入n的数值
第五步,点击“确定”按钮返回上一页面进行其他设置。
②、不使用三点法:手动计算间距。
第一步,进入如下图所示的界面后在手动状态下移动机械手至堆叠起始点然后点击“设入”按钮把当前坐标值设入到各轴的坐标编辑框中。
第二步,手动测量各轴方向上各点之间的间距并把间距值编辑到相应的编辑框。
第三步,设置各轴堆叠的方向,正向指的是轴位置+的方向(按一下手控器上的轴按键即可辨别)反向指的是轴位置-的方向。
4、设置手臂、堆叠计数、顺序、计数器以及运行顺序,界面如下图所示:
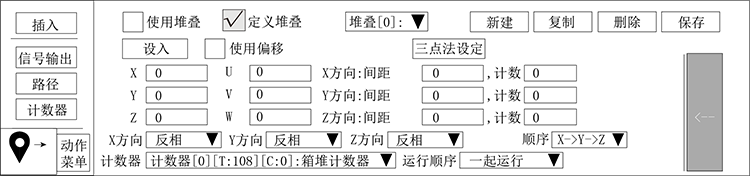
计数:设置在轴上堆点的个数。
运行顺序:设置各轴进行堆叠时运行的先后顺序。
一起运行:X、Y、Z三轴同时运动到位。
最后X:每次运行都是Y轴、Z轴运动到位后,X轴才运动,最后到位。
最后Y:每次运行都是X轴、Z轴运动到位后,Y轴才运动,最后到位。
最后Z:每次运行都是X轴、Y轴运动到位后,Z轴才运动,最后到位。
计数器选择:①、“自身”表示程序运行一模,系统默认的计数器一直加1;②、自定义计数器(可在“动作菜单”→“计数器”中进行设置)。
5、编辑好数据后点击“保存”按钮。
6、打√“使用堆叠”在“堆叠”里选择使用堆叠,并且设置堆叠速度,在程序中选择好位置点击“设入”即可把堆叠编辑到教导中。
7、如果使用自定义计数器要在教导的过程当中插入堆叠计数器加1否则计数器不记数。
偏移堆的操作方法:
使用偏移堆可堆成菱形形状或者在一个斜面上堆(Z轴偏移)
1、首先点击“新建”按钮新建堆叠名称或打开已建文件名。
2、点击“→”进入堆叠编辑界面。
3、勾选“使用偏移”选项
4、设置起始点坐标及间距。
菱形堆时起始点以及间距的设入有两种方法:
①、使用三点法设入:三点法就是利用已经设入的三个点自动算出偏移和距离。
第一步,在手动状态下点击“三点法设定”按钮进入如下图所示的编辑页面。
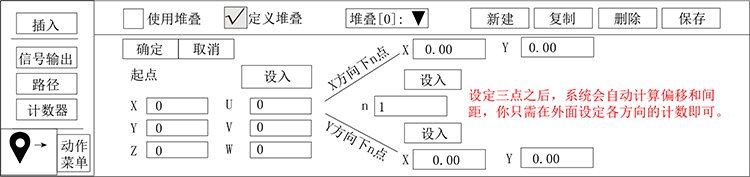
第二步,在手动状态下移动机械手到堆叠起始点位置然后点击“设入”按钮把当前坐标值是设入各轴的坐标编辑框。
第三步,移动机械手到X轴方向上的下一个点然后点击“设入”按钮把坐标值设入到X,Y坐标编辑框中。接着移动机械手到Y轴方向上的下一个点然后点击“设入”按钮把坐标值设入到X,Y坐标编辑框中。
第四步点击“确定”按钮返回上一页面进行其他设置。
②、不使用三点法:手动计算各轴的偏移距离和间距。
第一步,进入如下图所示的界面后在手动状态下移动机械手至堆叠起始点然后点击“设入”按钮把当前坐标值设入到各轴的坐标编辑框中。
第二步,手动测量各轴方向上各点之间的间距与偏移量并把间距和偏移量值编辑到相应的编辑框。
第三步,设置各轴堆叠的方向,正向指的是轴位置+的方向(按一下手控器上的轴按键即可辨别)反向指的是轴位置-的方向。
X、Y偏移效果图:
X偏移的效果图如下所示,左边为未偏,右边为X偏移后的效果。
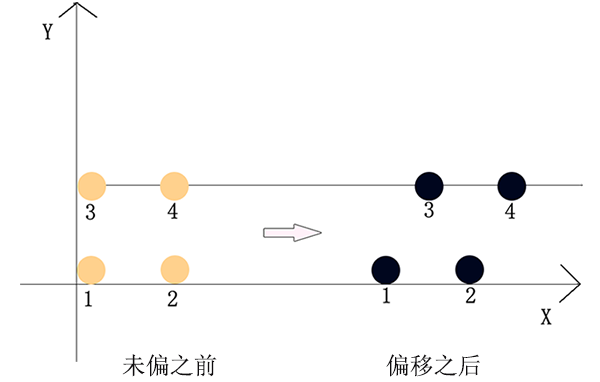
Y偏移的效果图如下所示,左边为未偏,右边为X偏移后的效果。

斜面堆起点、间距设入方式:
第一步,在手动状态下移动机械手到堆叠起始点位置然后点击“设入”按钮把当前坐标值是设入各轴的坐标编辑框。
第二步,设置Z轴方向的偏移距离(默认表示在X方向上偏Z),如需在Y方向上偏Z则勾选“Y方向偏移Z”选项。
第三步,设置堆叠方向、计数、顺序、计数器以及运行顺序。
方向:正向,轴位置+的方向,负向,轴位置-的方向。
计数:设置在轴上堆的点的个数。
运行顺序:设置各轴进行堆叠时运行的先后顺序。
计数器选择:①、“自身”表示程序运行一模,系统默认的计数器一直加1;②、自定义计数器(可在“动作菜单”→“计数器”中进行设置)。
第四步,编辑好数据后点击“保存”按钮。
第五步,打√“使用堆叠”在“堆叠”里选择使用堆叠,并且设置堆叠速度,在程序中选择好位置点击“设入”即可把堆叠编辑到教导中。
第六步,如果使用自定义计数器要在教导的过程当中插入堆叠计数器加1否则计数器不记数。
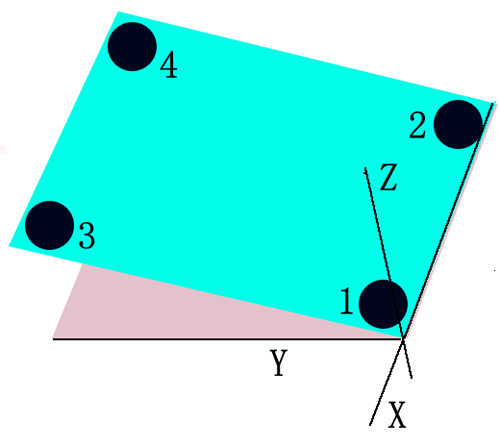
斜面偏移堆叠使用范例:
假设需要在如下斜面堆四个圆圈圈起来的位置
教导页面设置:
注意:
1、因为计数器选择的是自定义的计数器则需在堆叠后多教导一句计数器加1。
2、如果计数器计满如需计满后重新开始则需利用条件跳转进行清零,条件跳转页面的设置如下图所示:

一般堆叠使用范例:
已知条件:
1、物品小方格大小长宽高为:100*100*100(mm)
2、需要在XYZ正方向上各堆2个产品
3、产品前后左右上下距离各20mm
4、计数器使用自定义计数器,在计数器中新建一个叫“堆叠计数器”的加1计数器。
具体设置如下图所示:
第一步、首先自定义一个计数器。
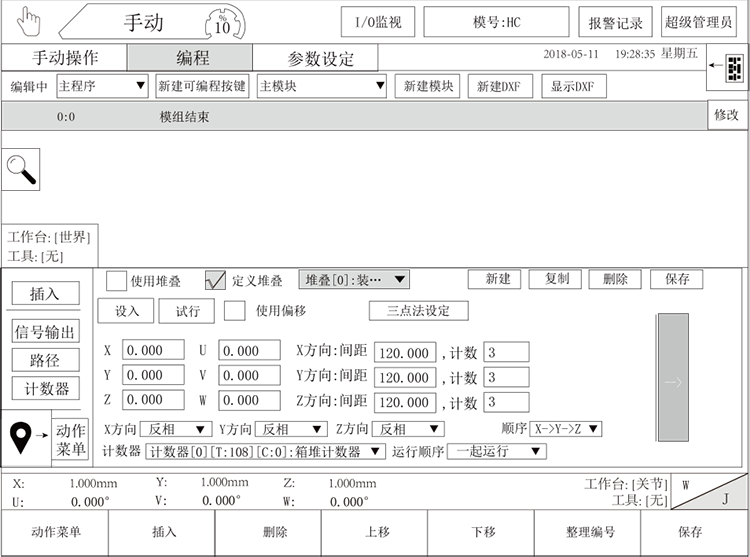
第二步、进入堆叠页面进行如下图所示的设置,堆叠起始点所有坐标设置为0。
程序的编辑如下图所示:

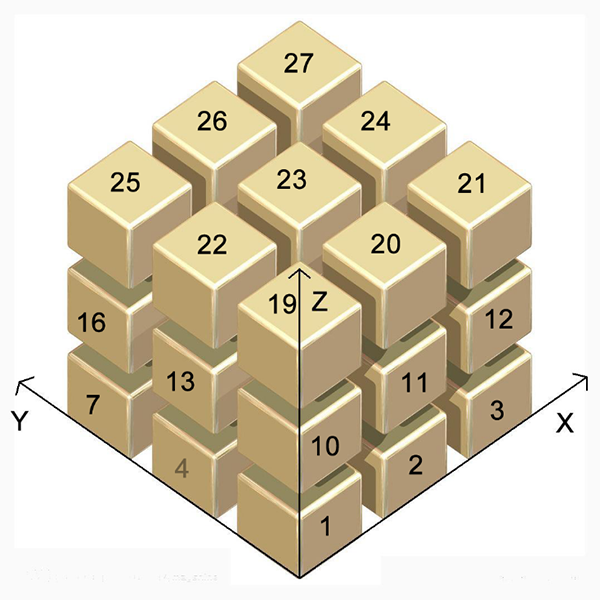
最终堆出效果如下图所示(注意:下图中标出的序号表示堆产品的顺序)
堆叠起始点
装箱和箱内堆叠
装箱和箱内堆叠使用方法:
1、选择“装箱和箱内堆叠”选项。
2、点击“→”进入堆叠编辑界面。
3、首先点击“新建”按钮新建堆叠名称。
4、在此界面下设置好第一个箱子里产品之间的间距、数量、顺序、方向以及计数器的选择。
5、点击“→”进入下一个编辑界面此界面设定的是每个堆叠箱之间的的间距、数量、顺序、方向以及计数器的选择。
6、设置好所有数据点击保存按钮。
7、打√“使用堆叠”在“堆叠”里选择使用哪个堆叠,并且设置堆叠速度,在程序中选择好位置点击“设入”即可把堆叠编辑到教导中。
使用偏移:勾选之后,相对于前一次堆叠点偏移已设定的距离。
箱内堆叠使用范例:
箱内的已知条件:
1、物品小方格大小长宽高为:100*100*100(mm)
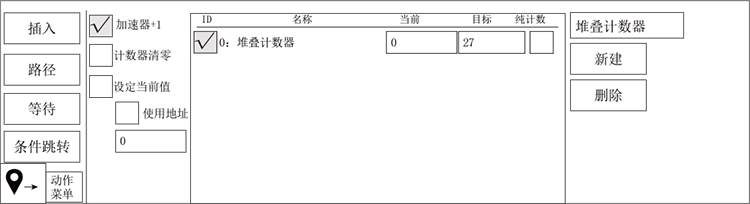
2、需要在XYZ方向上各堆3个产品,箱内总产品数为27个
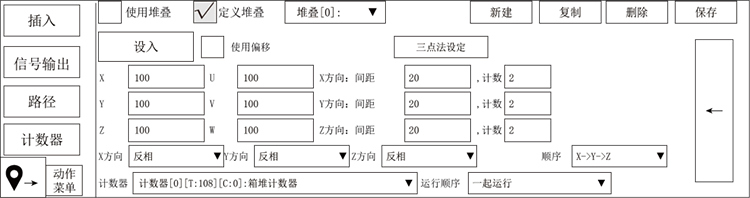
3、产品前后左右上下距离为:120mm
4、计数器使用自定义计数器,在计数器中新建一个叫“箱堆计数器”的加1计数器。
教导页面如下:
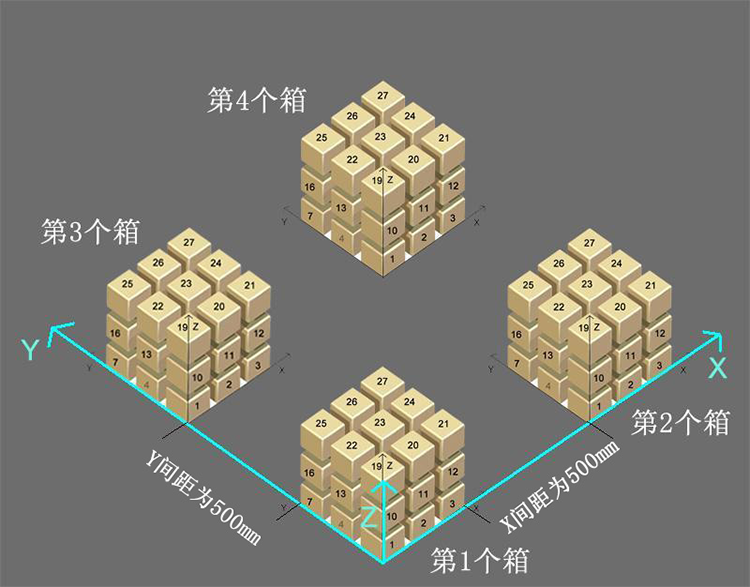
箱外的已知条件:
1、总共要堆8个箱子
2、需再X轴的正方向上堆2个箱子,在Y轴的正方向上堆2个箱子,在Z轴上堆2个箱子,堆顺序为:X→Y→Z。
3、箱子间的前后距离为840mm,上下距离为840mm。
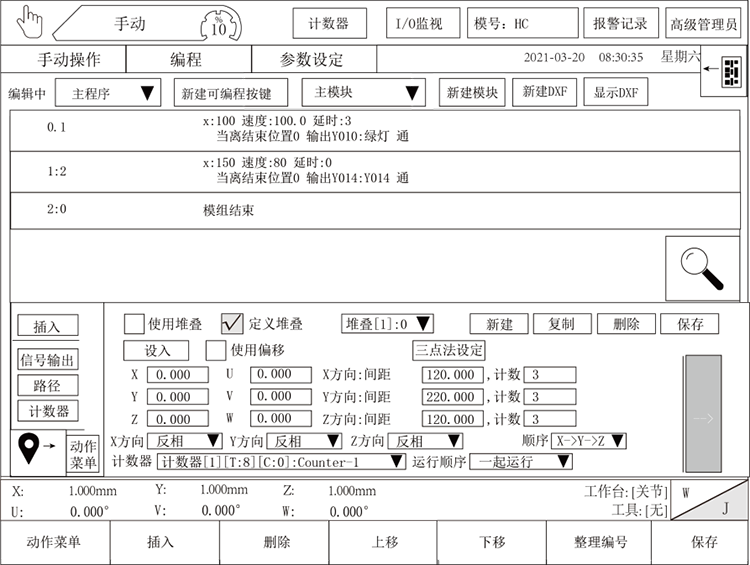
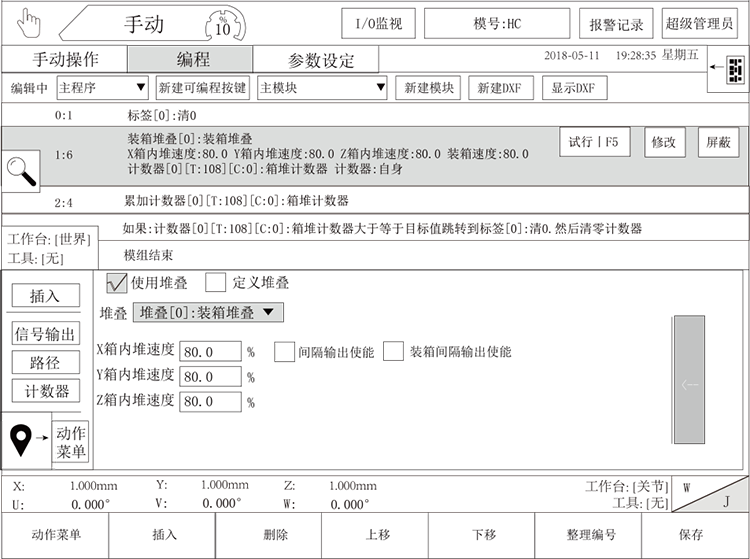
教导页面设置如下:
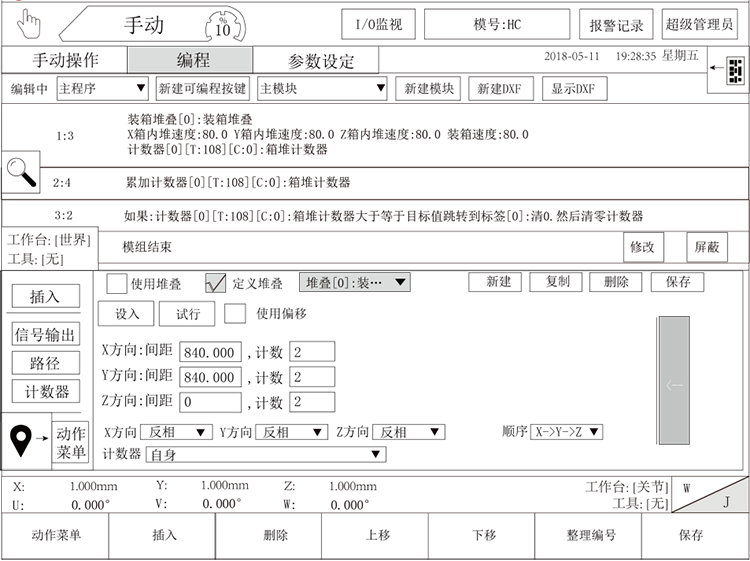
程序的编辑如下图所示:
最终堆出效果如下图所示:
数据源堆叠
数据源堆叠使用方法:
1.选择“数据源堆叠”选项。
2.首先点击“新建”按钮新建堆叠名称。
3.点击“→”进入堆叠编辑界面。
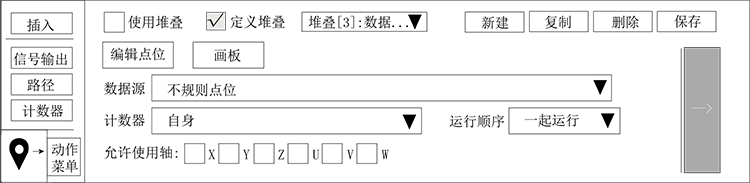
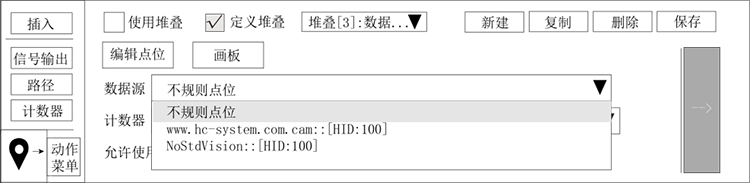
4.选择数据源类型,数据源类型分为两类:①、不规则点位(进行不规则堆放),如选择此项后再点击“编辑点位”进入编辑点位框对位置具体编辑;②、专门用户标识。
5.打√“使用堆叠”在“堆叠”里选择使用哪个堆叠,并且设置堆叠速度,在程序中选择好位置点击“设入”即可把堆叠编辑到教导中。

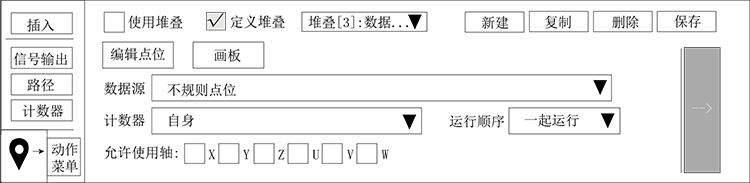
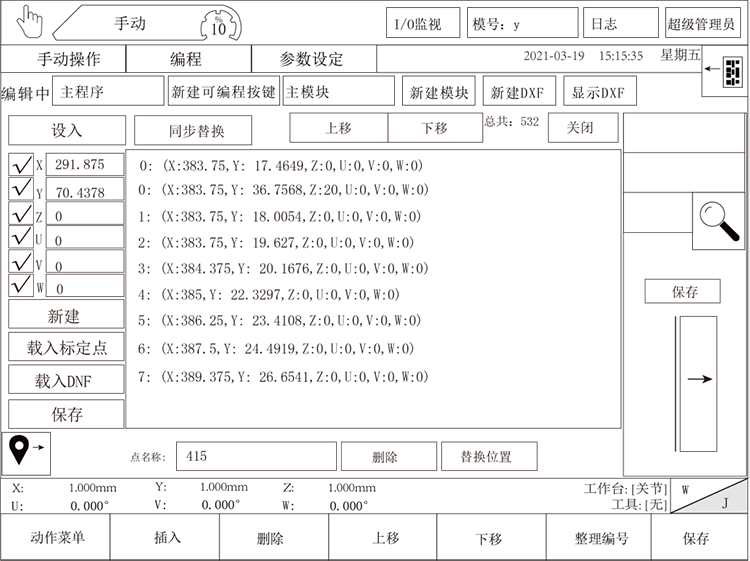
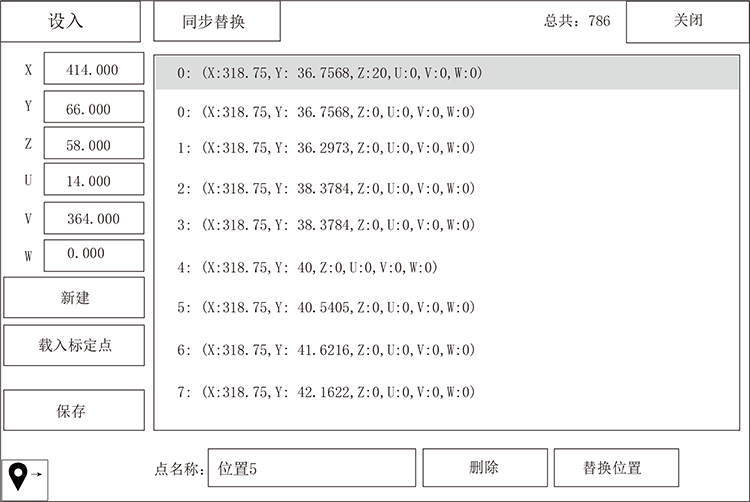
数据源类型选项“不规则点位”再点击“编辑点位”按钮进入点位编辑界面如下图所示:
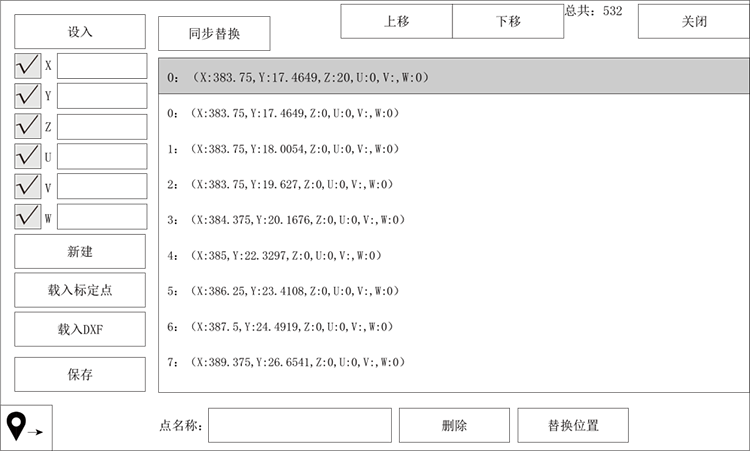
替换位置:点击已编辑好的位置单击一次“替换位置”按钮即可把老的坐标位置替换成当前位置。
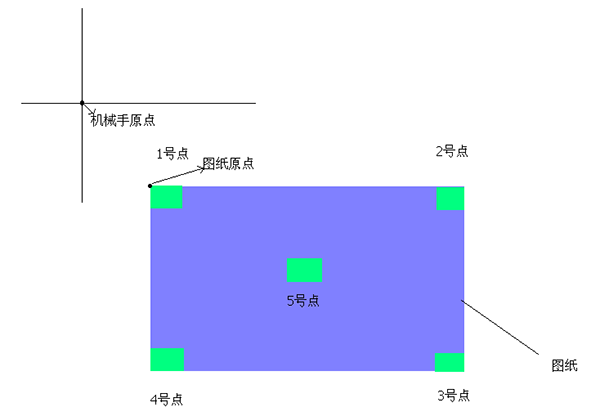
同步替换:如果用户已有位置图纸而且图纸的起始坐标和机械手的原点坐标不一致可用同步替换把图纸位置简便设入不规则点位中。
使用XYZUVW六个轴时的操作方法如下:
1、先编辑好目标点数假设需要编辑5个点如下图:
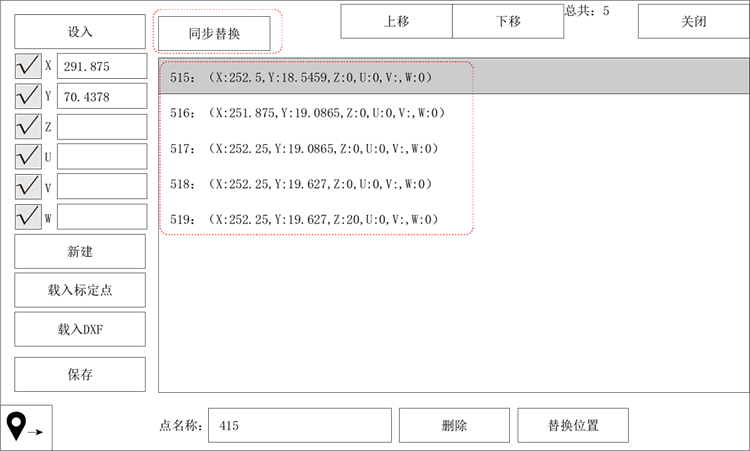
2、点击第一个点把当前点的坐标值修改成图纸原点(第一个点)的坐标值,最后点击“保存”按钮即可,如下图所示:
专门用户标识显示界面:
不规则堆叠使用范例:
以在水平面上堆6个不规则点为例子。
在点位编辑页面设入六个位置并选择计数器后即可完成设置具体设置如下步骤所示:
1、进入如下界面,下拉数据源三角箭头选择“不规则点位”
2、点击“编辑点位”按钮进入编辑点位框教导出六个位置。
3、选择计数器类型,默认选择为自身计数器。
可堆出如下图效果所示:

使用画板功能:
点击“画板”按钮进入如下页面:
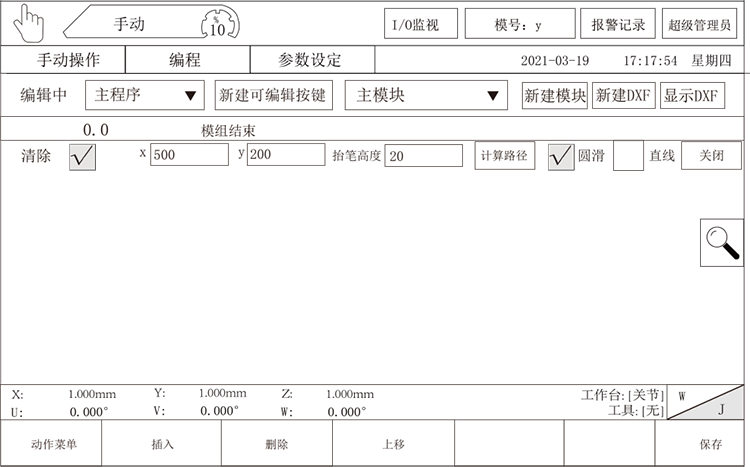
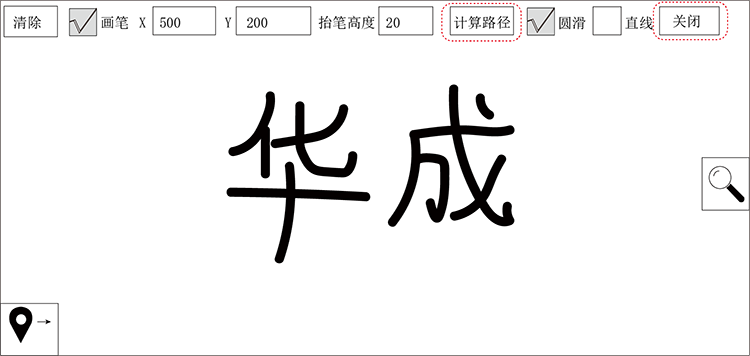
勾选“画笔”,设置好XY轴和抬笔高度的位置,视情况勾选圆滑或直线,即可在淡蓝色编辑框中进行书写,若书写过程中书写错误可点击“清除”按钮进行全部清除重新书写,如下显示:
书写完成后点击一下“计算路径”按钮将自动生成点位,再点击关闭即可。
自动生成的点位可点击“编辑点位”进入查看

最后点击一下“保存”按钮并将堆叠动作插入到主程序中即可
码垛堆叠:
码垛堆叠使用方法:
1.选择“数据源堆叠”选项。
2.首先点击“新建”按钮新建堆叠名称。
3.点击“→”进入堆叠编辑界面。

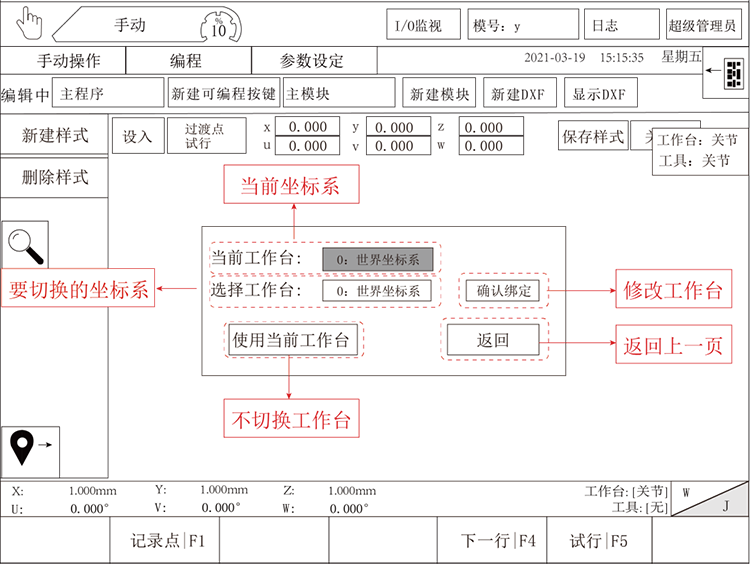
4.根据提示设定堆叠想要绑定的工作台,不需要修改,则选择使用当前工作台即可,保存完成后进入样式页面对码垛堆叠样式进行修改:

编辑样式:如上图所示
1、在区域1内新建堆叠样式或删除样式,所有样式将显示在下方列表栏。删除样式需从最后一个开始删除。每个堆叠的样式相互独立。
2、编辑样式时,先在区域5内新建物品,再选定物品,设定该物品的准备点离开点,过渡点。每个物品的准备点,离开的和过渡点相互独立。若不存在样式,则不能进入下一步设定。
注意:
1、每个样式需独立保存,切换样式时自动变更当前数据为指定样式的数据。
2、区域2内的设入仅用于过渡点位置设入。
3、下方绑定按键的记录点试行等操作,仅适用于物品位置。
4、样式设定完成后点击区域3的关闭按钮进行下一步设定。
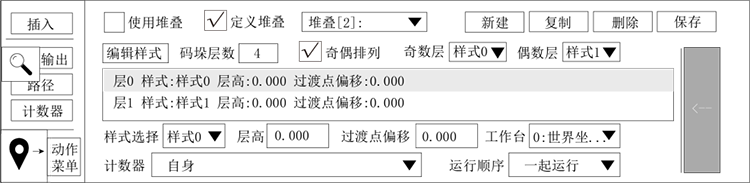
定义堆叠:
1、编辑码垛层数
2、选择样式、编辑高度、计数器顿号过渡点偏移及运行顺序然后保存。
使用堆叠:
1、首先勾选使用堆叠并将堆叠插入到程序的相应位置。
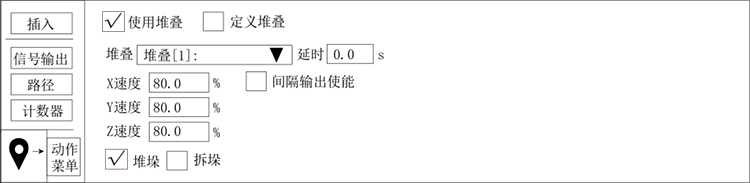
2、其次在码垛工艺一栏插入对应的运行点。
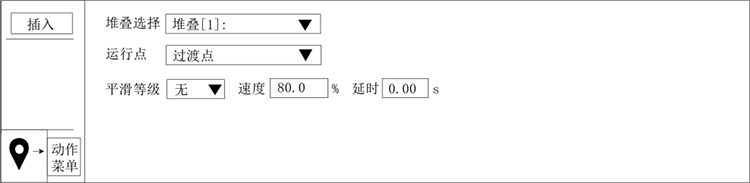
注意:
1、工艺选择内的堆叠要与使用堆叠时插入的堆叠相对应
2、码垛堆叠分为堆垛和拆垛两种,根据需要自行选择即可。
3、运行点需在使用堆叠后一步进行,使用堆叠一步仅用于计算位置,不进行位置变更。
四点阵列堆叠:
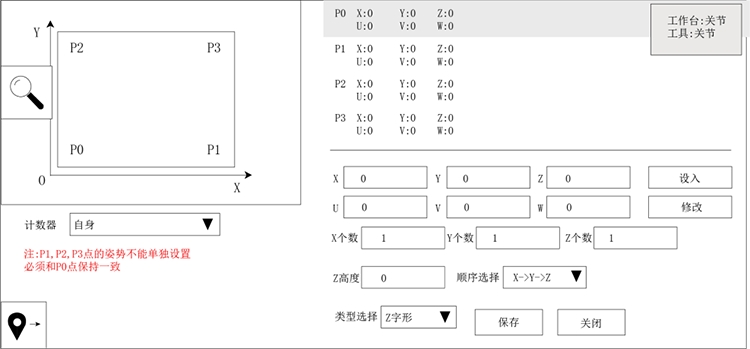
1.如图所示,首先设定P0点坐标,点击设入,将点的坐标设入到输入框,后点击修改,将PO的坐标修改为设入的坐标。
2.P1、P2、P3姿势与P0保持相同,系统将在P0设定后自动替换其他点姿势。
3.设定X、Y、Z方向个数,即垛信息。
4.设定好每层高度即Z高度。
5.类型分为Z字形和S型具体图形如图例所示:

注意:以上所有堆叠若是使用自定义计数器进行计数,则必须在程序中教导累加计数器,目的是让堆叠中使用的自定义计数器进行加一。

